
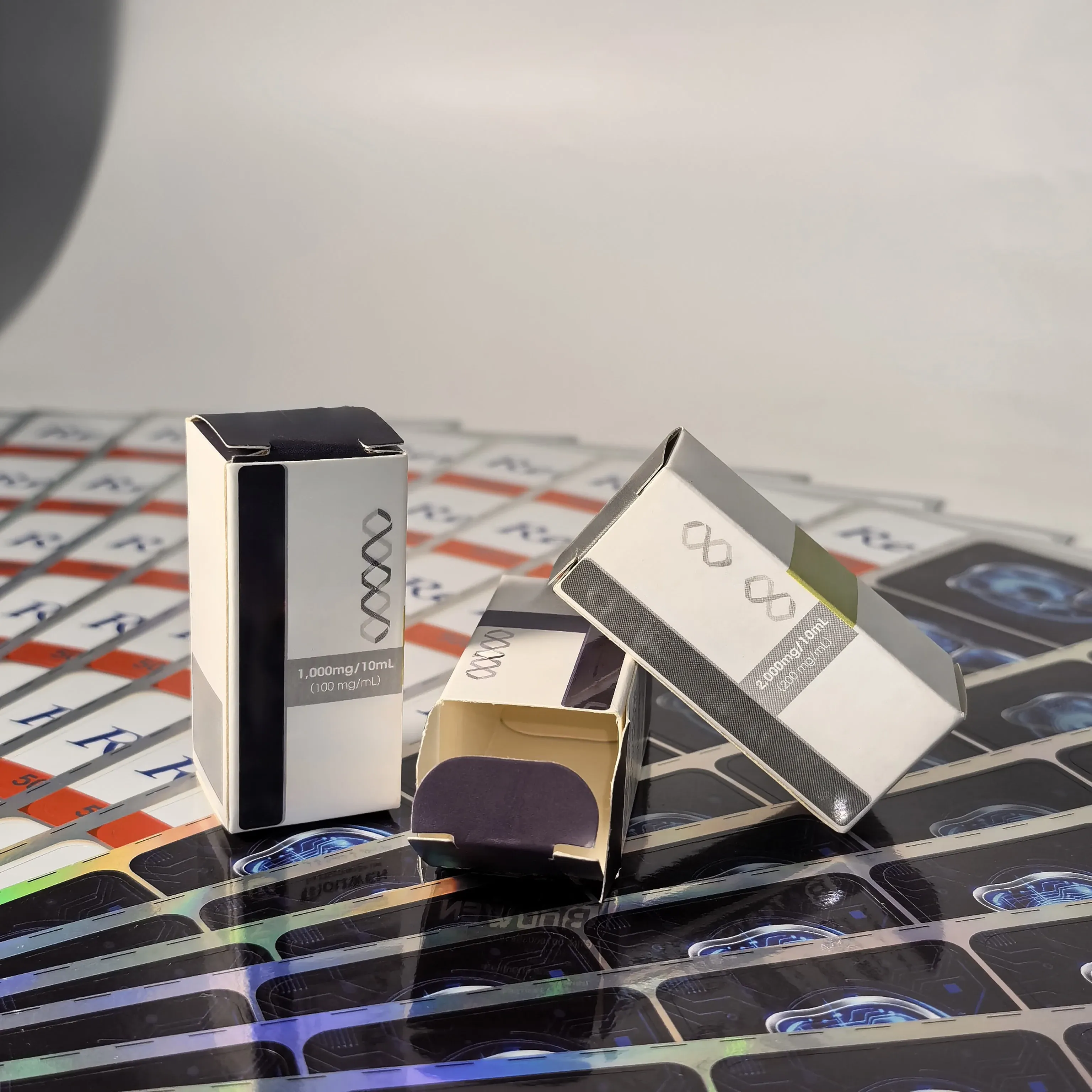
In the pharmaceutical and healthcare sectors, the expansion of product lines is a sign of growth but also a source of significant operational risk. As companies move from a single flagship product to a diverse portfolio—ranging from various concentrations of 10ml vial injectables to specialized peptides and steroids—the number of Stock Keeping Units (SKUs) can quickly escalate into the hundreds.
Each SKU requires its own unique vial label, paper box, and instructions, often across multiple languages and regulatory jurisdictions. For a manufacturer, managing this complexity is not just about organization; it is about preventing the catastrophic consequences of a packaging mix-up. This article explores the strategies for managing high-complexity packaging portfolios through rigid version control, grouping efficiencies, and technological safeguards.

1. Artwork Version Control: The Foundation of Accuracy
The most common source of errors in pharmaceutical packaging is not the printing press itself, but the "pre-press" phase—specifically, the use of an outdated or incorrect artwork file. When managing multiple SKUs, a robust Artwork Version Control system is the first line of defense.
Centralized Digital Asset Management (DAM)
Managing files in scattered folders or via email is a recipe for disaster. A centralized system ensures that there is only one "Source of Truth" for every custom vial label and paper box design.
Unique Identification Codes: Every piece of artwork is assigned a unique global ID that changes with every revision. For example, a 10ml vial label for a specific peptide might move from version
v1.0tov1.1after a minor regulatory text update.Approval Timestamps: The system must record exactly who approved a design and when. This audit trail is essential for compliance with international quality standards, ensuring that no file enters the production queue without a digital signature from the regulatory department.
"Delta" Verification and Change Tracking
When an artwork file is updated, it is often difficult for the human eye to detect small changes in font size or chemical warnings.
Digital Overlay Comparison: Advanced version control software overlays the new version (v2) on top of the old version (v1), highlighting even the smallest pixel-level differences in bright colors. This ensures that a change intended for the 10ml vial box didn't accidentally alter the barcode or the dosage instructions.
Legacy Archiving: Old versions are never deleted; they are moved to a restricted "Legacy" archive. This prevents the accidental re-printing of discontinued designs while allowing for historical reference during quality audits.
Barcode and QR Code Serialization
Every version of a SKU should feature a unique, scannable identifier that links back to the digital file. By integrating QR codes onto the vial labels, quality control teams on the production floor can scan the physical label to instantly confirm it matches the current approved digital version in the database.
2. Grouping SKUs for Efficiency: Streamlining High-Volume Production
High-complexity portfolios often involve "high-mix, low-volume" orders. Printing 100 different SKUs individually is prohibitively expensive and time-consuming. Grouping SKUs is a strategic approach to consolidate production without sacrificing customization.
"Ganging" and Shared Press Runs
For products that share the same physical dimensions—such as a series of 10ml vial boxes for different hormone strengths—manufacturers can use a technique called "ganging."
Common Plate Layouts: Multiple SKUs are laid out on a single large sheet of paperboard. If five different peptides use the same box size and paper stock, they can be printed simultaneously. This drastically reduces setup time and material waste.
Consistent Color Management: Grouping SKUs ensures that the brand’s signature colors remain identical across the entire product line. When the "Blue" used on a 5mg vial label is printed alongside the "Blue" on the 10mg box, the visual consistency is guaranteed.
Modular Design and Over-Printing
A powerful way to manage SKU complexity is to use a "Base + Variable" design strategy.
Standardized "Shell" Packaging: A company may design one high-quality medical paper box with the brand logo and general warnings pre-printed.
Late-Stage Customization: Specific SKU details (drug name, concentration, batch number) are then applied via high-resolution waterproof labels or secondary digital over-printing. This allows the manufacturer to maintain a smaller inventory of "base boxes" that can be quickly converted into any specific SKU as demand dictates.
Cataloging by Physical Attributes
To optimize production, SKUs should be grouped by their material and finishing requirements. Grouping all matte-finish labels together and all holographic anti-counterfeit stickers together allows the production facility to run specialized machinery in cycles, minimizing the downtime required for "wash-ups" or tool changes between different finishes.
3. Preventing Cross-Version Errors: Safeguarding the Production Line
The ultimate risk in a multi-SKU environment is "Cross-Contamination"—when the label for Product A is accidentally applied to the box for Product B. Preventing these cross-version errors requires a combination of physical and digital safeguards.
Automated Optical Inspection (AOI)
Human inspectors can become fatigued when checking thousands of identical-looking vial labels.
In-Line Cameras: High-speed cameras are mounted on the printing and labeling machines. These systems are programmed with the "Master Artwork" for the specific SKU being run.
Instant Rejection: If a single label from a different SKU (or even a previous version of the same SKU) is detected in the reel, the machine stops instantly or automatically ejects the faulty unit. This "electronic eye" never gets tired and provides 100% verification.
Clear Segregation and Staging Protocols
Physical organization on the factory floor is just as important as digital systems.
Color-Coded Job Jackets: Every production job for a specific SKU is accompanied by a color-coded physical folder containing approved samples, technical specs, and the specific vial trays required.
Line Clearance Procedures: Between SKU runs, a mandatory "Line Clearance" is performed. Every single label, box, and scrap of paper from SKU A must be removed from the area before the materials for SKU B are brought in. This prevents "stray" labels from a previous run from finding their way into a new batch.
Utilizing Smart Labeling for Final Verification
By incorporating serialized QR codes on the vial labels and boxes, the final verification can be performed by the end-user or pharmacist. If a scan reveals that the label's digital identity does not match the box's digital identity, the system can flag a "Packaging Mismatch" alert. This final digital handshake provides a fail-safe that protects the patient even if multiple physical errors occurred during the manufacturing process.
Conclusion: Complexity is a Strategy, Not a Burden
Managing a vast portfolio of pharmaceutical products requires a shift in mindset. Complexity should not be viewed as a logistical hurdle, but as a competitive advantage that allows a brand to serve diverse patient needs. However, this advantage is only sustainable if supported by world-class artwork version control, intelligent SKU grouping, and uncompromising error-prevention protocols.
From the precision required for a 2ml vial label to the structural complexity of a multi-SKU peptide kit, success lies in the details. By integrating digital "Source of Truth" systems with automated physical inspections, manufacturers can ensure that every patient receives the exact medication they were prescribed, in a package that is as accurate as the formula inside.
Want to learn about the future of smart, sustainable, and user-friendly packaging? Check out our latest article for the full scoop!