In the global pharmaceutical and healthcare logistics industry, the final stage of production—packaging—represents the most unpredictable phase. Manufacturers face fluctuating demand, diverse international regulatory standards, and high costs associated with cold-chain storage for sensitive products such as 10ml vials and peptides. As a result, packaging is no longer just a protective layer; it has become a strategic asset that supports efficiency, compliance, and product integrity throughout the supply chain.
Modular box design represents a shift from rigid, fixed-purpose packaging to flexible, adaptable systems. By utilizing innovative structures such as those found in custom medical paper boxes and vial trays, companies can drastically reduce overhead, minimize waste, and respond to market shifts in real-time. This article explores how modularity in packaging design transforms supply chain efficiency.
1. Stackable and Foldable Structures: Maximizing Spatial Efficiency
The cost of logistics is largely determined by volume. In the pharmaceutical world, where many products require climate-controlled shipping (cold chain), every cubic centimeter of wasted space equates to increased carbon emissions and higher operational costs.
“Flat-Ship ”Packaging for Optimized Inbound Logistics
Modular pharmaceutical boxes are engineered to be shipped fully flat from the printing facility to the production site, minimizing shipping costs and storage space while streamlining the inbound supply chain.
Pre-glued Auto-lock Bottoms: Unlike traditional boxes that require manual taping or complex assembly, modern custom paper boxes feature "auto-lock" bottoms. They arrive flat but pop into a rigid 3D shape in a single motion.
Volume Reduction: Shipping packaging in a flat state allows a single pallet to hold up to 10 times more units than pre-assembled boxes. This reduces the number of truck deliveries required, lowering the inbound logistics' carbon footprint.
Structural Integrity for High-Density Stacking
Once assembled and filled with vials or medicine bottles, modular boxes must withstand the vertical pressure of high-density warehousing.
Reinforced Corrugation and Tab-Locks: Modular designs often incorporate internal "flaps" that act as structural pillars. This ensures that even when boxes are stacked ten layers high in a warehouse, the 10ml glass vials at the bottom remain protected from crushing forces.
Nesting Capabilities: Many modular trays are designed to "nest" into one another when empty and stack securely when full, preventing sliding during transit.
Tool-less Assembly on the Production Line
Time is a critical variable in supply chain flexibility. Modular boxes are designed for "tool-less" and "glue-less" assembly. This allows pharmaceutical companies to scale their packing operations quickly without investing in expensive new machinery. Whether it is a small batch for a clinical trial or a massive commercial run, the modular nature of the vial box ensures the assembly line remains lean and fast.
2.Multi-Market Adaptability: One Modular Structure for Global Pharmaceutical Packaging
Managing country-specific packaging is one of the biggest challenges in global pharmaceutical supply chains. Different regions have unique language requirements, legal warnings, and barcode standards, which can complicate production and distribution.
The "Core + Sleeve" Modular Packaging Strategy
Instead of producing a separate box for each market, modular packaging uses a Core + Sleeve approach:
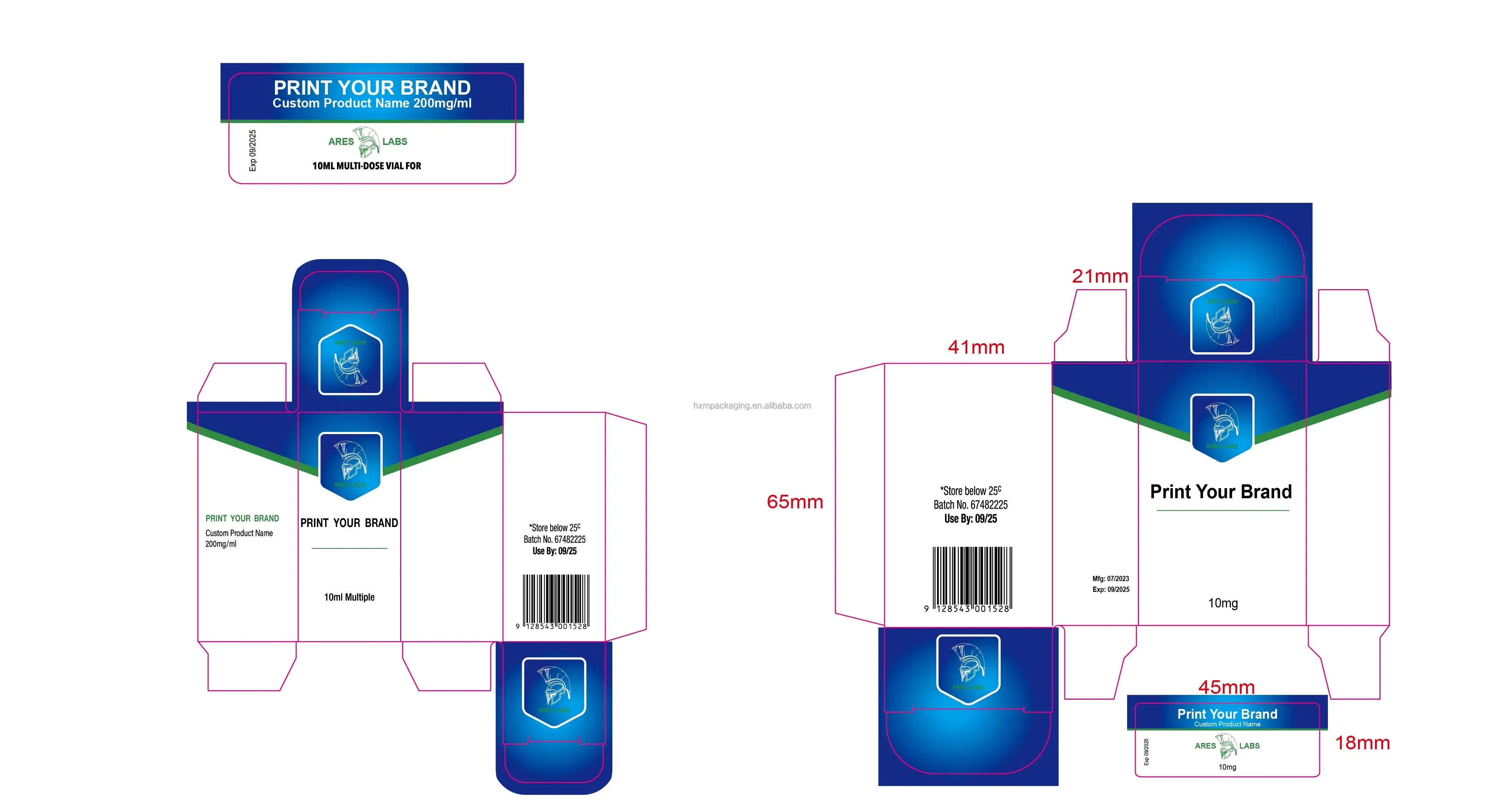
- Standardized Internal Trays: The main protective component, such as custom trays for 2ml or 10ml vials, is uniform across all regions.
- Localized Outer Sleeves: Only the external sleeve is customized with local languages, regulatory information, and barcodes. This allows manufacturers to move generic, unlabeled stock internationally and apply final localized packaging at regional distribution centers, closer to the point of sale.
Adaptive Labeling and Late-Stage Customization
Modular boxes are designed to integrate seamlessly with self-adhesive medical labels:
- Base-Box Standardization: A minimalist base box design enables the same package to be used for multiple products or dosages.
- Variable Data Printing: Specific details like batch numbers, product information, and regional codes are added at the final stage using high-resolution labels or stickers. This late-stage customization enhances supply chain flexibility and responsiveness.
Global Compliance and Logistics Efficiency
Modular packaging is built to meet international standards, including ISO and GS1, and fits standardized dimensions such as Euro-pallets. By adhering to these global specifications, manufacturers ensure that their products can be handled efficiently by any logistics provider worldwide, without the need for custom sorting or shelving.
3.Inventory Optimization: Reducing Waste and Managing Dead Stock in Pharmaceutical Packaging
In the pharmaceutical industry, inventory represents “frozen capital.” Excess packaging stock can lead to significant financial losses due to strict expiration dates and regulatory requirements.
Reducing Minimum Order Quantities (MOQs) with Modular Packaging
Traditional packaging often requires large production runs to achieve cost efficiency. Modular packaging, combined with digital printing for vial labels and boxes, enables smaller, more frequent runs that align with production schedules, reducing waste and storage costs.
- Just-In-Time (JIT) Delivery: Modular boxes can be produced and delivered in smaller batches, minimizing unnecessary warehousing and storage of unused packaging.
- SKU Consolidation: A single modular structure can accommodate multiple vial sizes or quantities, reducing the total number of unique packaging SKUs and simplifying inventory management.
Minimizing Obsolescence Risks
Regulatory changes, such as new warning labels, can render traditional packaging obsolete overnight. Modular design allows:
- Component Swapping: Only the updated label or digital leaflet needs replacement, preventing disposal of entire boxes and reducing paper waste and costs.
Enhanced Protection for Cold Chain and High-Value Products
For temperature-sensitive pharmaceuticals, packaging is the first line of defense against cold chain breaches:
- Thermal Insulation Inserts: Modular boxes can include optional slots for thermal inserts or gel packs. This makes it easy to switch between standard and temperature-controlled shipping using the same box structure, ensuring product integrity and reducing the need for multiple packaging types.
Conclusion: Modular Pharmaceutical Packaging as a Strategic Competitive Advantage
In today’s pharmaceutical supply chains, flexibility is not just about speed—it’s about smart, efficient, and adaptable logistics. Modular packaging provides the structural foundation for this strategic intelligence. By leveraging stackable and foldable box designs, multi-market adaptability with core-and-sleeve strategies, and inventory optimization through late-stage customization, pharmaceutical companies can safeguard both their margins and product integrity.
In an industry defined by constant change, the ability to adapt packaging—from vial labels for 10ml products to global shipping cartons—is a significant competitive advantage. Modular design ensures that your supply chain operates not as a rigid chain, but as a flexible, resilient network, capable of meeting evolving market demands and regulatory requirements well into 2026 and beyond.
Want to learn about the future of smart, sustainable, and user-friendly packaging? Check out our latest article for the full scoop!
Table of Contents
-
1. Stackable and Foldable Structures: Maximizing Spatial Efficiency
- Structural Integrity for High-Density Stacking
- Tool-less Assembly on the Production Line
- 2.Multi-Market Adaptability: One Modular Structure for Global Pharmaceutical Packaging
- 3.Inventory Optimization: Reducing Waste and Managing Dead Stock in Pharmaceutical Packaging
- Conclusion: Modular Pharmaceutical Packaging as a Strategic Competitive Advantage