anpassade läkemedelslådor
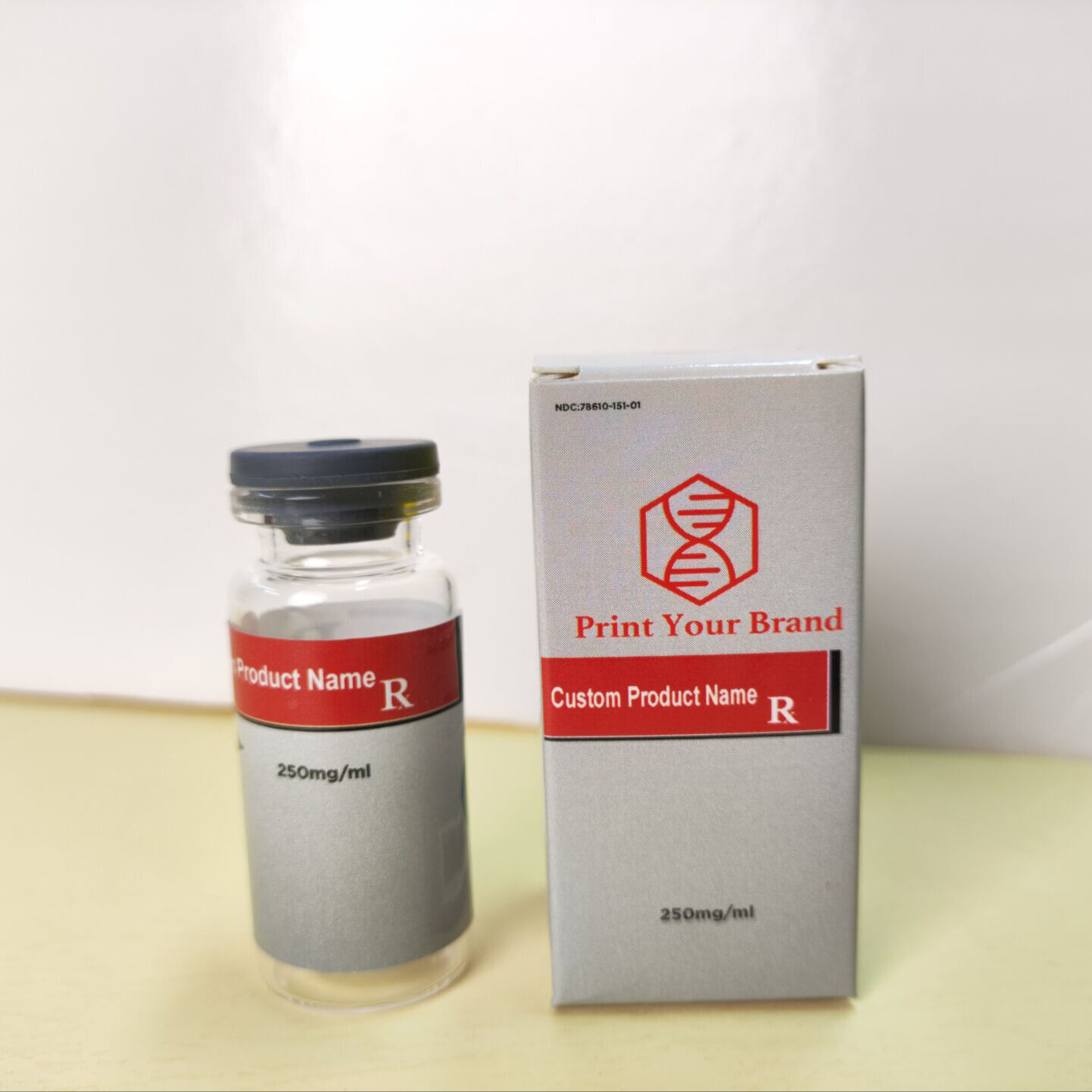
Specialförpackade läkemedelslådor utgör en avgörande komponent inom den moderna hälsovårdspackningsindustrin och erbjuder skräddarsydda lösningar för medicinlagring och distribution. Dessa specialtillverkade behållare är konstruerade för att uppfylla strikta regleringskrav samtidigt som produktsäkerhet och integritet säkerställs. Med avancerade barriäregenskaper mot fukt, ljus och temperatursvängningar innehåller lådorna flera skyddande lager och oöppnade förseglade etiketter. Lådorna kan anpassas vad gäller storlek, form och material sammansättning, vilket tillåter läkemedelsföretag att anpassa sig till olika läkemedelsformuleringar och doseringsformer. De innehåller ofta nödvändiga informationsfält för läkemedelsdetaljer, doseringsinstruktioner och efterlevnad av regelverk. Moderna läkemedelslådor integrerar smarta förpackningsteknologier, såsom temperaturvisare och QR-koder för spårning och autentisering. Designprocessen beaktar faktorer som enkel öppning för äldre patienter samtidigt som barnsäkra funktioner behålls. Dessa lådor innehåller ofta hållbara material utan att kompromissa med skyddsnivåerna, vilket tar hänsyn till miljöaspekter samtidigt som kraven på läkemedelsklass säkerställs. Förpackningarna är dessutom försedda med specialbeläggningar för att förhindra kemiska reaktioner mellan förpackningen och läkemedlen, vilket säkerställer läkemedlets stabilitet under hela hållbarhetstiden.