blå låda apoteksförpackning
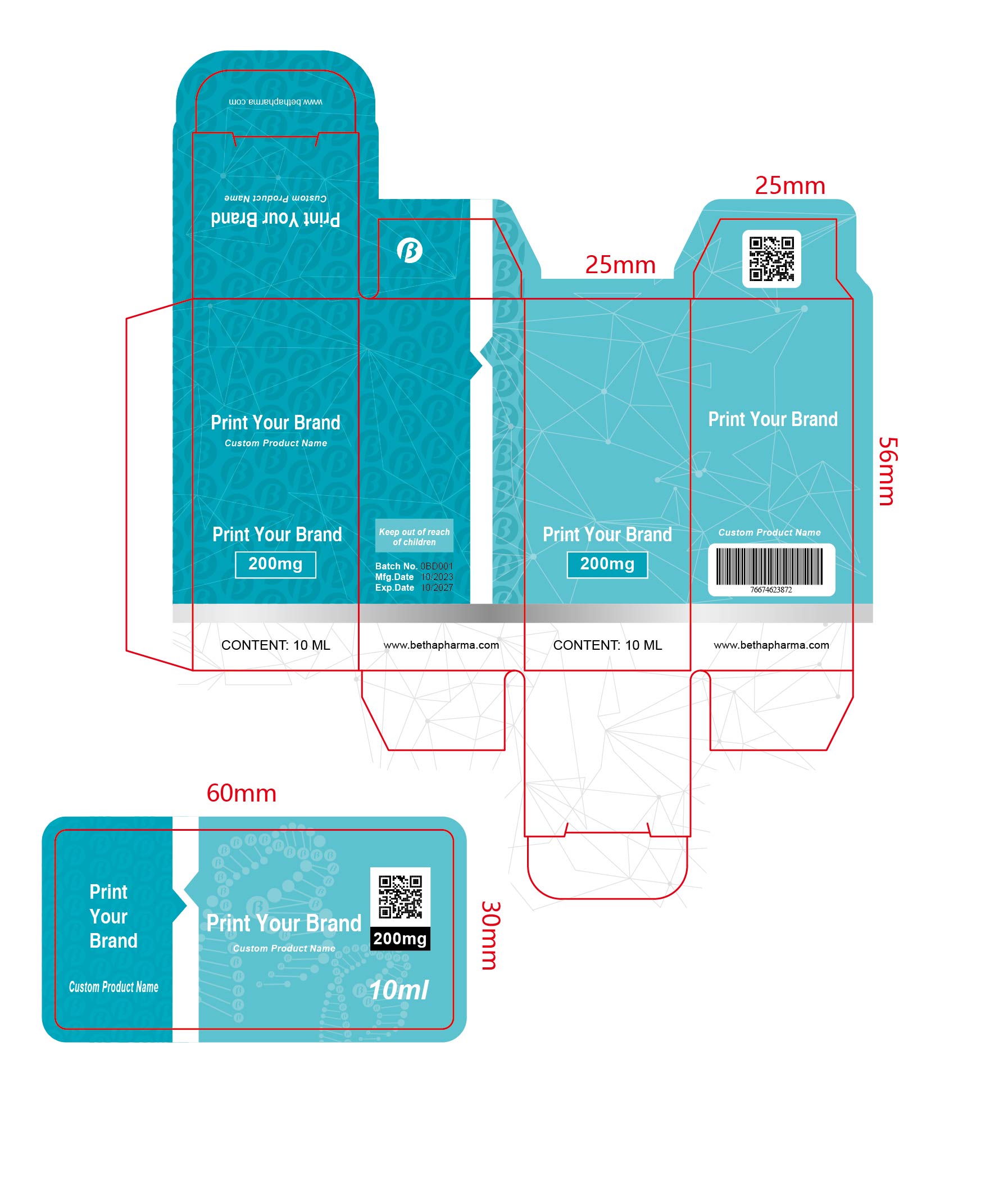
Blå låda för farmaceutisk förpackning representerar en innovativ lösning inom medicinförpackningsindustrin, utformad för att möta de stränga krav som moderna läkemedelsprodukter ställer. Detta innovativa förpackningssystem integrerar avancerade material och sofistikerade designelement för att säkerställa maximal skydd och efterlevnad av internationella farmaceutiska standarder. Förpackningen har en distinkt blå färg som tjänar både estetiska och funktionella syften, vilket hjälper till att skydda ljuskänsliga läkemedel från skadlig ljusexponering. Strukturen innehåller flera skyddande lager, inklusive fuktskydd, manipulationsskydd och specialiserade beläggningsteknologier som bevarar läkemedlets integritet under hela hållbarhetstiden. Designen är anpassningsbar till olika farmaceutiska format, från tabletter och kapslar till flytande läkemedel, med anpassningsbara fack och tydliga märkningssystem för korrekt identifiering och dosinformation. Förpackningssystemet integrerar även smart teknik, såsom temperaturindikatorer och QR-koder för spårning och autentisering, vilket säkerställer produktsäkerhet och transparens i leveranskedjan. Dessa tekniska framsteg gör den blå lådan för farmaceutisk förpackning särskilt lämplig för både traditionella läkemedel och känsliga biologiska produkter som kräver strikt miljökontroll.